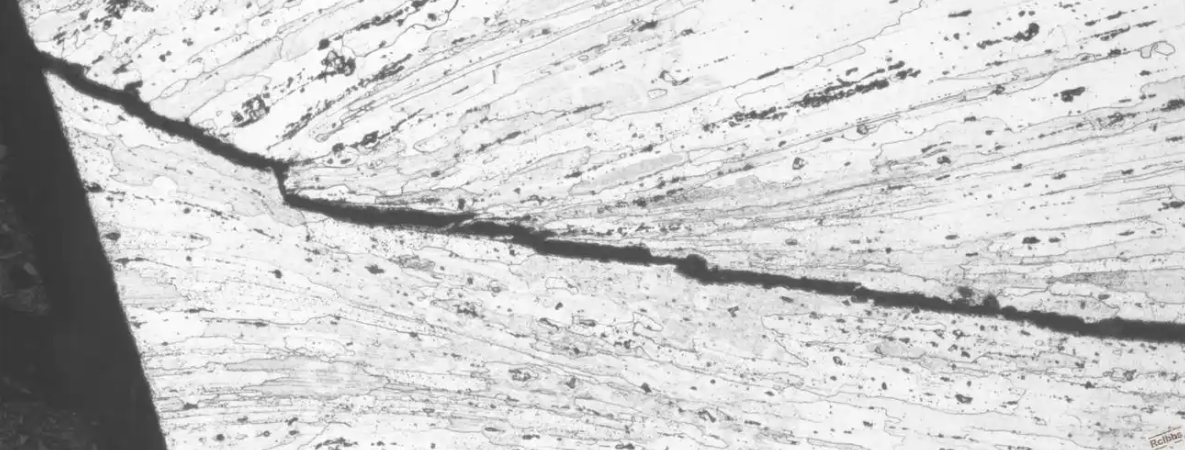
In metal forging, a fold—also referred to as a lap or forging lap—is a type of defect that occurs when surface material flows over itself without properly bonding, creating a seam-like discontinuity. This can severely compromise the mechanical performance of a forged component, especially in critical applications such as aerospace, oil and gas, or heavy machinery. Folds may not always be visible externally but can act as stress risers, leading to fatigue failure, crack propagation, or localized corrosion. The presence of folds often indicates poor control of forging parameters or issues in die or preform design. Understanding the root causes of fold formation is essential for improving forging quality and minimizing costly rework or rejection.
Folds are typically caused by improper material flow during the forging process. One of the most common scenarios is when excessive material is forced into a die cavity where it has no place to go, causing it to buckle or shear against the die wall, then fold over onto itself. Other contributing factors include using oversized billets, insufficient die fill, or operating at too low a temperature, which reduces metal plasticity. In closed-die forging, folds can occur due to flash formation around the die parting line if excess material is not adequately trimmed or controlled. In open-die forging, repeated hammering without proper rotation or re-positioning can lead to localized overworking, pushing the metal back over itself. Misalignment between the upper and lower dies can also create shear lines that evolve into folds during the final forging strokes.
Preventing folds requires an integrated approach across design, material selection, and process control. First, forging dies must be carefully designed with smooth radii and flow lines that guide the metal efficiently into the desired geometry. Avoiding sharp corners and sudden cross-section changes minimizes turbulence in material flow. Second, proper preform design is crucial—billets must have the correct shape and volume to match the die cavity. Undersized billets lead to underfill and poor consolidation; oversized billets risk excess flash and folding. Heating the material to the optimal forging temperature is also essential, as it promotes ductility and reduces resistance to deformation. Operators must maintain consistent die alignment and apply sufficient force to fully consolidate overlapping flows. In modern forging shops, simulation tools such as finite element analysis (FEA) and digital twins can be used to model material flow and predict defect-prone areas before physical trials, enabling proactive design optimization. Lastly, non-destructive testing (NDT) methods such as ultrasonic testing, magnetic particle inspection, or dye penetrant testing should be implemented to detect any subsurface folds prior to machining or shipment. By following best practices across the entire forging workflow, manufacturers can significantly reduce the risk of fold defects and ensure high structural integrity in finished parts.
Post time: Jun-27-2025



